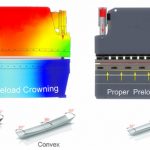
Mesin bending CNC adalah peralatan penting dalam pemrosesan lembaran logam, dan akurasi kerjanya secara langsung mempengaruhi akurasi bending benda kerja. Dalam proses pembengkokan benda kerja, mesin rem tekan mengalami gaya terbesar pada kedua ujung penggeser, dan gaya reaksi selama pembengkokan pelat menyebabkan deformasi cekung pada permukaan bawah penggeser. Deformasi bagian tengah penggeser adalah yang terbesar, dan sudut tekuk akhir benda kerja Ukurannya bervariasi di seluruh panjangnya.
Deformasi beban penuh meja kerja


Untuk menghilangkan efek buruk yang disebabkan oleh deformasi penggeser, perlu untuk mengkompensasi deformasi defleksi penggeser. Metode kompensasi yang biasa termasuk kompensasi hidrolik dan kompensasi mekanis, keduanya membuat bagian tengah meja kerja menghasilkan deformasi elastis ke atas untuk mengimbangi. Deformasi slide alat mesin memastikan keakuratan permukaan sambungan pemesinan dan meningkatkan akurasi benda kerja.


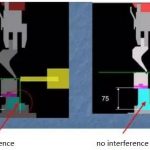
Bagan analisis faktor keamanan cetakan

Dua metode kompensasi
1. Kompensasi hidrolik
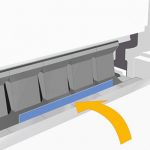
Mekanisme kompensasi defleksi otomatis hidrolik meja kerja terdiri dari sekelompok silinder oli yang dipasang di meja kerja bawah. Posisi dan ukuran setiap silinder kompensasi dirancang sesuai dengan kurva kompensasi defleksi penggeser dan analisis elemen hingga meja kerja. Kompensasi hidraulik adalah kompensasi tonjolan dari versi netral yang diwujudkan melalui perpindahan relatif antara tiga pelat vertikal depan, tengah, dan belakang. Prinsipnya adalah mewujudkan tonjolan melalui deformasi elastis pelat baja itu sendiri, sehingga jumlah kompensasi dapat disesuaikan dalam rentang elastis meja kerja.

2. Kompensasi mekanis
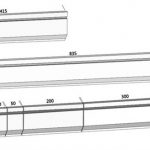
Kompensasi mekanis terdiri dari satu set baji miring yang menonjol dengan permukaan miring, dan setiap baji yang menonjol dirancang sesuai dengan kurva defleksi penggeser dan meja kerja berdasarkan analisis elemen hingga. Sistem kontrol numerik menghitung jumlah kompensasi yang diperlukan sesuai dengan gaya beban ketika benda kerja ditekuk (gaya ini akan menyebabkan defleksi dan deformasi penggeser dan pelat vertikal meja kerja), dan secara otomatis mengontrol gerakan relatif dari baji cembung untuk secara efektif mengkompensasi defleksi defleksi yang dihasilkan oleh blok geser dan pelat vertikal meja kerja dapat memperoleh benda kerja lentur yang ideal. Kompensasi defleksi mekanis diwujudkan dengan mengontrol posisi untuk mencapai "pra-benturan". Satu set irisan membentuk garis dalam arah panjang meja kerja. Kurva dengan defleksi yang sama membuat celah antara cetakan atas dan bawah konsisten selama pembengkokan, memastikan sudut yang sama dari benda kerja tekuk dalam arah panjang.


Produk-produk terkait
 Kegagalan Mekanik Umum dan Pemeliharaan Mesin Bending Rem Tekan
Kegagalan Mekanik Umum dan Pemeliharaan Mesin Bending Rem Tekan- Cetakan Mesin Bending Rem Tekan Cina
- 4 Langkah untuk Mengetahui Sistem E21 dari CNC Sheet Metal Bender
- Apa itu Press Brake Crowning?
- Cara Memilih Tonase Mesin Rem Tekan Hidrolik
- Terbuat dari Apa Press Brake Dies? Apa itu Perkakas Rem Tekan?
- Cara Membuat Kompensasi Defleksi untuk Bender Lembaran Logam CNC
- Gunakan Keterampilan Mesin Bending CNC
- Berapa Banyak Jenis Rem Tekan Hidrolik
- Cara Memilih Mesin Rem Tekan Hidrolik CNC yang Cocok