Apa rem tekan mati?
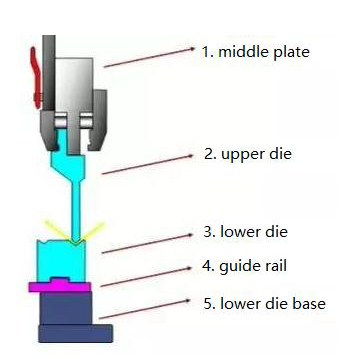
Press brake dies adalah alat yang digunakan oleh press brake untuk membentuk lembaran logam. Perkakas ini terdiri dari berbagai bagian, dan perkakas yang berbeda terdiri dari bagian yang berbeda.
Ini terutama mewujudkan pemrosesan bentuk bagian dengan mengubah keadaan fisik bahan yang terbentuk. adalah alat untuk membuat blangko menjadi suatu bagian dengan bentuk dan ukuran tertentu di bawah pengepresan mesin rem tekan.
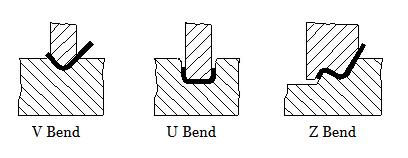
Rem Tekan yang Biasa Digunakan Dies
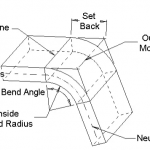
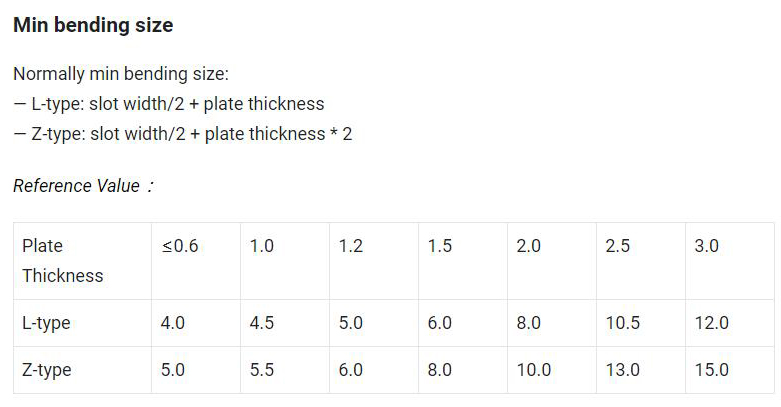
Umumnya, tinggi tepi bergelang L≥3t (t=tebal pelat). Jika ketinggian tepi bergelang terlalu kecil, bahkan menggunakan cetakan lentur tidak kondusif untuk pembentukan.
Klasifikasi Dies Rem Tekan
| Jenis pukulan | Aplikasi utama |
| Pukulan lurus | Sudut fabrikasi 90° |
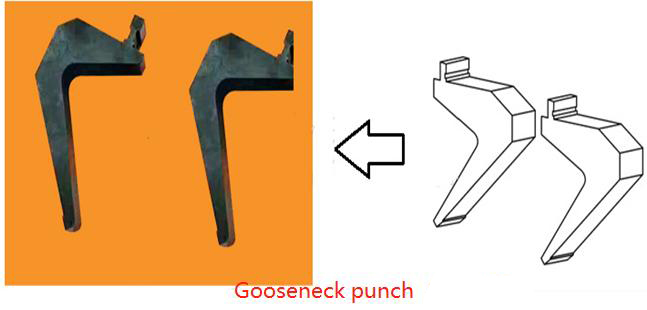
| Pukulan leher angsa | Sudut fabrikasi 90° |
| Pukulan akut | Sudut fabrikasi≥30° |
Mati
| Jenis pukulan | Aplikasi Utama |
| Nyanyikan V mati | 1.Sedangkan sudut v = 88(ref), mampu membengkokkan sudut 90° |
| Ganda V mati | 2. Sedangkan sudut V = 30°(ref), mampu membengkokkan sudut 30° |
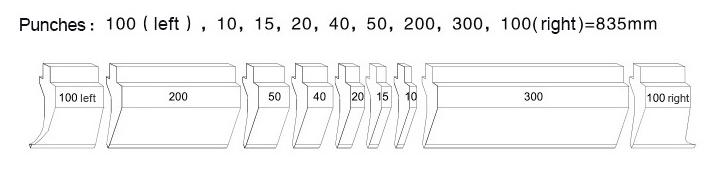
Tekan rem segmen mati
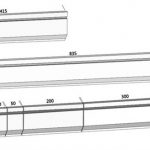
Secara umum, panjang standar punch brake press dan die set adalah 835mm. Untuk menekuk benda kerja dengan panjang yang berbeda, punch dan die dipisahkan menjadi ukuran di bawah ini:
10+15+20+40+50+100+100+200+300=835

Tekan Bahan Mati Rem
Umumnya bahan press brake die termasuk baja T8, baja T10, 42CrMo, dan Cr12MoV.Cr12MoV juga merupakan bahan yang bagus. Kinerja penggunaan dapat dipenuhi, prosesnya
kinerjanya juga bagus, tetapi harganya akan tinggi.
42CrMo adalah baja paduan kekuatan tinggi yang dipadamkan dan ditempa dengan kekuatan tinggi dan ketangguhan yang kuat. Ini dapat bekerja di bawah suhu -500 ° .
Bagaimana memilih parameter rem tekan Tekan rumus ketinggian mati rem
- Stroke (mm)=siang hari - tinggi pelat tengah - tinggi die atas - tinggi die bawah (tinggi die bawah - 0,5V+t)
t = tebal pelat ( mm )
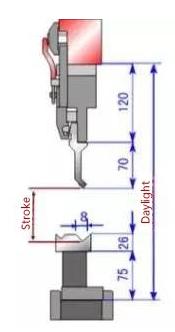
Mengingat: siang hari 370mm, stroke maks 100mm
Jangkauan: langkah = 370-120-70-75-(26-0,5*8+t)= (83-t)mm
Catatan: 0.5V < max stroke
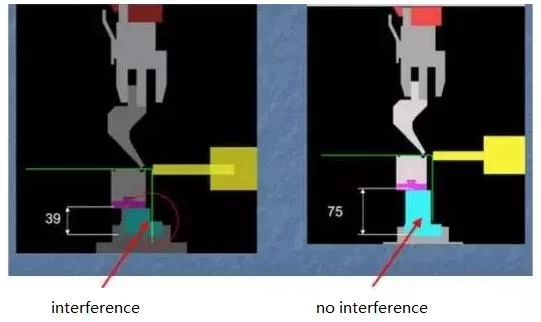
Harap dicatat bahwa dasar die bawah juga memiliki banyak ketinggian yang berbeda, yang digunakan untuk tujuan fabrikasi yang berbeda. Jadi jangan lupakan ini saat memilih base die yang lebih rendah.
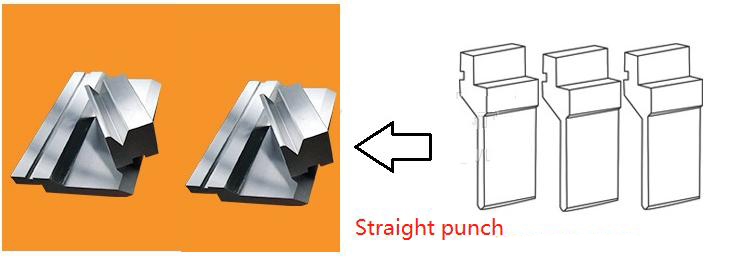
Jenis mati yang lebih rendah
Umumnya, die bawah memiliki tipe V tunggal dan tipe V ganda, di antaranya adalah die terpisah dan die panjang penuh. Die yang berbeda diterapkan pada tujuan fabrikasi yang berbeda
Namun, die-V tunggal memiliki aplikasi yang jauh lebih luas daripada die-V ganda, sedangkan die yang dipisahkan lebih banyak digunakan daripada die dengan panjang penuh.
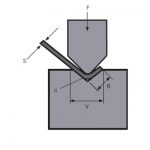
Lebar v die lebih rendah, sudut alur V
Pemilihan alur V & ketebalan pelat (T):
| T | 0.5~2.6 | 3~8 | 9~10 | 12 |
| V | 6×T | 8×T | 10×T | 12×T |
Sudut V dari dadu bawah sama dengan sudut dadu atas.
| Ketebalan pelat | 0.6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Lebar cetakan | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Untuk memilih die v kecil untuk tujuan pembengkokan dalam beberapa kasus khusus, penyebaran setiap pukulan harus meningkat 0.2mm
Untuk lebih detail silahkan hubungi kami, kami akan memberikan solusi lengkap.
Produk-produk terkait
 Cara Menghitung Tunjangan Tikungan Untuk Rem Tekan Anda
Cara Menghitung Tunjangan Tikungan Untuk Rem Tekan Anda- Mengapa Menambahkan Sistem Kompensasi ke Mesin Bending Rem Tekan
- Solusi Efisien WILA untuk Membungkuk Pelat Sedang dan Tebal
- Cara Memilih Die yang Cocok dari Mesin Bending Rem Tekan
- Cara Memilih Tonase Mesin Rem Tekan Hidrolik
- Apa itu Press Brake Crowning?
- Kegagalan Mekanik Umum dan Pemeliharaan Mesin Bending Rem Tekan
- Berapa Banyak Jenis Rem Tekan Hidrolik
- Rem Tekan Cina 40 Ton
- Cetakan Mesin Bending Rem Tekan Cina