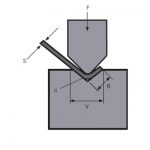
Tekan brake punch / die dibagi menjadi cetakan atas dan bawah, yang digunakan untuk membentuk lembaran logam stamping dan memisahkan cetakan. Cetakan untuk membentuk memiliki rongga, dan cetakan untuk memisahkan memiliki ujung tombak. Pukulan/mati mesin rem tekan sangat berpengaruh terhadap keakuratan benda kerja. Dalam proses bending, hanya cetakan yang bersentuhan dengan benda kerja.
Rem tekan mati dari mesin bending / rem tekan berbentuk L, berbentuk R, berbentuk U, berbentuk Z, dll. Mati atas terutama 90 derajat, 88 derajat, 45 derajat, 30 derajat, 20 derajat, 15 derajat, dll. sudut. Cetakan bawah memiliki alur ganda 4~18V dan alur tunggal dengan lebar alur berbeda, serta cetakan bawah R, cetakan bawah sudut lancip, cetakan perata, dll.

Presisi ultra-tinggi
Presisi cetakan sangat penting untuk mempengaruhi presisi benda kerja selama proses pembengkokan. Keausan cetakan harus diperiksa sebelum digunakan. Cara pemeriksaannya adalah dengan mengukur panjang dari ujung depan cetakan atas sampai bahu dan panjang antara bahu cetakan bawah. Untuk cetakan konvensional, deviasi per meter harus sekitar ±0,0083mm, dan total deviasi panjang tidak boleh lebih besar dari ±0,127mm. Adapun cetakan gerinda presisi, presisi per meter harus ±0,0033mm, dan presisi total tidak boleh lebih besar dari ±0,0508 mm. Umumnya direkomendasikan untuk menggunakan cetakan gerinda halus untuk mesin pembengkok elektro-hidraulik atau mesin pembengkok poros torsi, dan cetakan konvensional untuk mesin pembengkok manual.
Bagian alat mesin rem tekan CNC seperti di bawah ini:

Instalasi tetap otomatis
Cetakan atas dipasang ketika penggeser naik ke pusat mati atas, dan sistem penjepit cetakan dapat menahan beberapa cetakan di tempatnya sampai tekanan penjepit diterapkan.
Sistem penjepit hidrolik
Sistem klem hidrolik adalah metode klem yang paling efektif. Baik mesin baru maupun lama dapat menggunakan sistem penjepit ini, menghemat waktu dan biaya. Jika permukaan penahan beban dari mesin bending lama rusak, sistem klem hidrolik akan menjadi pilihan terbaik untuk memperbaiki kerusakan, sekaligus meningkatkan efisiensi klem dan pemasangan.

Secara otomatis masuk ke tempatnya
Saat tekanan penjepit diterapkan, cetakan atas ditarik ke atas dan secara otomatis ditekan ke tempatnya. Ini menghilangkan kebutuhan untuk menekan cetakan atas ke bagian bawah cetakan selama proses pembengkokan.
Pilihan pukulan/mati
Pertama, tentukan ketebalan lembaran yang akan ditekuk. Misalnya, Anda ingin menekuk pelat setebal 0,75 mm hingga 6,30 mm. Kemudian, kalikan ketebalan lembaran tertipis dengan 8 untuk memperkirakan ukuran V-die minimum yang diperlukan. Dalam contoh ini, pelat 0,75mm adalah cetakan minimum yang diperlukan, jadi 0,75×8=6. Ketiga, kalikan ketebalan lembaran paling tebal dengan 8 untuk memperkirakan ukuran cetakan berbentuk V maksimum yang diperlukan.
8 kali prinsip
Artinya, pembukaan cetakan berbentuk V harus 8 kali ketebalan lembaran. Kalikan ketebalan lembaran dengan 8 untuk memilih cetakan terdekat. Misalnya, pelat setebal 1,5 mm memerlukan cetakan 12 mm (1,5 × 8 = 12 mm). Jika pelat 3.0mm, cetakan 24.0mm diperlukan. (3.0×8=24.0). Rasio ini dapat memberikan pilihan sudut terbaik, itulah sebabnya banyak orang menyebutnya sebagai "pilihan terbaik". Sebagian besar grafik lentur yang diterbitkan juga berpusat pada rumus ini.
Aturan pemilihan model
Aturan pemilihan untuk menekuk benda kerja berbentuk L adalah tidak ada aturan, hampir semua cetakan atas dapat digunakan. Jadi ketika memilih cetakan atas untuk sekelompok benda kerja, benda kerja berbentuk L dapat dianggap sebagai yang terakhir, karena hampir semua cetakan atas dapat menekuknya. Saat menekuk benda kerja berbentuk L ini, disarankan untuk menggunakan cetakan atas yang juga dapat menekuk benda kerja lainnya. Saat membeli cetakan, semakin sedikit semakin baik. Ini tidak hanya untuk meminimalkan biaya cetakan tetapi juga untuk mengurangi jumlah bentuk cetakan yang dibutuhkan dan untuk mengurangi waktu pemasangan.


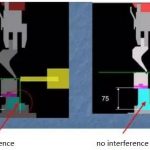
Ketika bagian atas benda kerja lebih panjang dari bagian bawah, diperlukan gooseneck die. Ketika bagian atas benda kerja lebih pendek dari bagian bawah, cetakan atas apa pun baik-baik saja. Ketika bagian atas dan bagian bawah benda kerja memiliki panjang yang sama, diperlukan cetakan sudut lancip. Singkatnya, aturan pemilihan die atas terutama tergantung pada interferensi benda kerja, di mana perangkat lunak simulasi lentur dapat memainkan peran penting. Jika sistem yang digunakan tidak dapat mensimulasikan situasi tekukan, Anda dapat menggunakan gambar dengan latar belakang kisi untuk secara manual memeriksa gangguan benda kerja cetakan atas, seperti yang ditunjukkan pada gambar di bawah ini.


Tidak ada cetakan lekukan
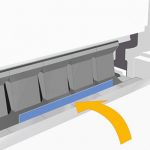
Hampir semua cetakan khas mesin bending berbentuk V akan meninggalkan bekas pada benda kerja, hal ini karena logam ditekan ke dalam cetakan selama pembengkokan. Dalam kebanyakan kasus, tandanya kecil atau dapat diterima. Meningkatkan radius dapat mengurangi tanda. Tetapi terkadang bahkan tanda terkecil pun tidak dapat diterima, seperti pelat yang dicat atau dipoles sebelum ditekuk. Sisipan nilon dapat digunakan untuk menghilangkan lekukan, seperti yang ditunjukkan pada gambar di bawah. Pembengkokan bebas lekukan sangat penting untuk pesawat terbang atau suku cadang kedirgantaraan karena sulit bagi inspektur untuk memeriksa suku cadang dengan mata telanjang dan membedakan goresan dan retakan.

Produk-produk terkait
 Cara Memilih Tonase Mesin Rem Tekan Hidrolik
Cara Memilih Tonase Mesin Rem Tekan Hidrolik- Solusi Efisien WILA untuk Membungkuk Pelat Sedang dan Tebal
- Gunakan Keterampilan Mesin Bending CNC
- Urutan Bending Konvensional dan Spesifikasi Penggunaan Sehari-hari dari Cetakan Mesin Bending
- Perhitungan Kekuatan Bending Selama Bending Gratis Mesin Bending Lembaran Logam
- Terbuat dari Apa Press Brake Dies? Apa itu Perkakas Rem Tekan?
- Berapa Banyak Jenis Rem Tekan Hidrolik
- Mengapa Menambahkan Sistem Kompensasi ke Mesin Bending Rem Tekan
- Apa itu Press Brake Crowning?
- Cara Menghitung Tunjangan Tikungan Untuk Rem Tekan Anda