Pelat sedang dan tebal banyak digunakan di berbagai bidang sebagai bagian stres, seperti buldoser, ekskavator, pemuat, gerbong penumpang kereta api, dan mesin konstruksi dan lokomotif lainnya. Pelat sedang dan berat biasanya mengacu pada pelat logam dengan ketebalan antara 4,5 dan 25mm. Metode pembentukan pelat sedang dan berat terutama meliputi: pembentukan tekukan rem tekan, pembentukan mesin rolling, dan pembentukan tol tekan. Membungkuk (melipat) adalah metode pembentukan lini produk yang banyak digunakan dan berlimpah untuk pelat sedang dan tebal.
Kesulitan dari pembengkokan pelat adalah benda kerja yang panjang, tekanan yang tinggi, pembentukan yang sulit, efisiensi yang rendah, dan presisi yang sulit dikontrol. Hasil akhir dari pembengkokan adalah refleksi komprehensif dari parameter material, parameter proses, dan parameter cetakan. Desain yang wajar dari parameter ini adalah kunci untuk meningkatkan kinerja lentur pelat sedang dan tebal.

Tonase rem tekan (mesin tekuk rem tekan)
Masalah pertama yang dihadapi pembengkokan pelat sedang dan tebal adalah pemilihan tonase mesin pembengkok rem tekan, dan apakah daya dukung perlengkapan dan cetakan memenuhi persyaratan.
Gaya F diterapkan oleh mesin pembengkok rem tekan untuk mendorong gerakan timbal balik antara cetakan atas dan bawah, sehingga menekuk pelat. Untuk menekuk pelat baja karbon 90°, WILA memberikan nilai empiris dari beban tegangan pelat, seperti yang ditunjukkan pada Tabel 1. Ketika ketebalan baja karbon adalah 20mm, die bawah dengan V=160mm dapat dipilih. Pada saat ini, beban gaya mesin bending adalah 150t/m.
F = gaya per satuan panjang (t/m);
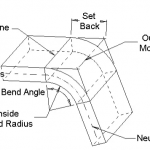
S = ketebalan bahan (mm);
ri = jari-jari lentur sudut dalam (mm);
V = ukuran bukaan die bawah (mm);
B = tepi sayap terpendek (mm) );
aluminium: F×50%;
paduan aluminium: F×100%;
baja tahan karat: F × 150%;
stamping dan membungkuk: F×(3~5)

Klem hidrolik berat
Metode penahan beban dari klem hidraulik atas tugas berat WILA mencakup beban atas dan beban bahu, dan beban maksimum masing-masing adalah 250t/m dan 800t/m. Permukaan bantalan kekuatan dari perlengkapan mengadopsi teknologi pengerasan pendinginan dalam CNC. Kekerasan Rockwell adalah 56~60HRC, dan kedalaman pengerasan hingga 4mm, yang memiliki kekerasan tinggi dan ketahanan aus yang kuat. Penjepit hidraulik menggunakan penjepitan cepat hidraulik, dan perluasan selang hidraulik mendorong pergerakan pin penjepit sehingga cetakan secara otomatis duduk dan garis tekuk secara otomatis dipusatkan. Untuk cetakan lentur dengan panjang total 6 meter, hanya perlu sekitar 5 detik untuk menjepit sepenuhnya penjepit hidrolik, dan efisiensi penggunaan komprehensif 3~6 kali lebih tinggi daripada sistem penjepit manual biasa.

Meja kerja kompensasi alat berat
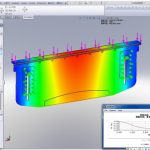
Untuk pembengkokan pelat sedang dan tebal, versi baru WILA dari tabel kompensasi mekanis tugas berat tidak hanya dapat dengan mudah memenuhi persyaratan beban, tetapi juga mengkompensasi defleksi dan deformasi mesin pembengkok. Meja kerja kompensasi mekanis mengadopsi penjepitan hidrolik, akurasi permukaan bisa mencapai ±0,01mm, kekerasan rockwell adalah 56~60HRC, dan kedalaman pengerasan hingga 4mm. Meja kerja kompensasi mekanis mengadopsi antarmuka instalasi UPB universal WILA, yang mudah dipasang dan memiliki akurasi lebih tinggi. Ini juga memiliki penyesuaian arah Tx dan Ty sendiri, yang dapat memastikan bahwa meja kerja dan pengukur belakang tetap sejajar di arah depan dan belakang, dan dapat melakukan koreksi penyimpangan sudut lokal.

Mati / perkakas lentur berat
Karena ketebalan pelat, cetakan bawah dengan ukuran bukaan lebih besar (V24~V300) dan cetakan dengan daya dukung lebih besar umumnya dipilih untuk pembengkokan pelat sedang dan tebal. Dimensi keseluruhan cetakan umumnya besar, dan berat cetakan telah melebihi kapasitas penanganan normal operator. Dengan bantuan bantalan rol, teknologi E2M (Easy to Move) yang dipatenkan WILA memungkinkan operator memindahkan cetakan lentur yang berat dengan nyaman, aman, dan cepat, sangat menghemat waktu penggantian cetakan dan penyesuaian alat berat.
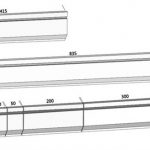
Cetakan lentur dengan berbagai bentuk pisau dan bukaan cetakan bawah yang memenuhi kebutuhan pelanggan dapat disediakan, seperti pisau lurus, gooseneck scimitar, cetakan fillet, dan cetakan multi-V. Melalui penggilingan yang tepat dari bagian-bagian penting, akurasi dimensi cetakan setinggi ±0,01mm. Melalui pemrosesan teknologi pendinginan dan pengerasan dalam CNC, kekerasan cetakan dapat mencapai 56 ~ 60HRC, dan kedalaman lapisan yang dikeraskan dapat mencapai 4mm.

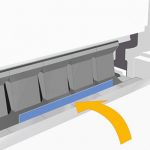
Untuk pembengkokan pelat sedang dan tebal dengan ketebalan pelat yang berbeda, WILA juga menyediakan cetakan Multi-V, yang tersedia dalam dua bentuk: port V yang dapat disesuaikan secara otomatis dan port V yang dapat disesuaikan secara manual, seperti yang ditunjukkan pada Gambar 6. Melalui motor kontrol numerik atau blok penyesuaian, ukuran bukaan V dari cetakan bawah dapat disesuaikan secara sewenang-wenang sesuai dengan karakteristik pelat, yang sangat cocok untuk menekuk pelat sedang dan tebal dengan rebound tinggi dan kekuatan tinggi. Pada saat yang sama, cetakan Multi-V dilengkapi dengan rol yang dikeraskan dengan koefisien gesekan rendah, yang dapat sangat mengurangi lipatan eksternal dari bagian yang tertekuk, dan pada saat yang sama, dapat mengurangi pembengkokan sebesar 10% ~ 30% dibandingkan dengan cetakan bawah tradisional.

Produk-produk terkait
 Cara Memilih Tonase Mesin Rem Tekan Hidrolik
Cara Memilih Tonase Mesin Rem Tekan Hidrolik- Gunakan Keterampilan Mesin Bending CNC
- Prinsip Kerja dan Komposisi Mesin Bending Rem Tekan CNC
- Cara Memilih Die yang Cocok dari Mesin Bending Rem Tekan
- Urutan Bending Konvensional dan Spesifikasi Penggunaan Sehari-hari dari Cetakan Mesin Bending
- Mengapa Menambahkan Sistem Kompensasi ke Mesin Bending Rem Tekan
- Cara Menghitung Tunjangan Tikungan Untuk Rem Tekan Anda
- Cetakan Mesin Bending Rem Tekan Cina
- Terbuat dari Apa Press Brake Dies? Apa itu Perkakas Rem Tekan?
- Keuntungan dan Kerugian Mesin Rem Tekan