Urutan lentur konvensional
1. Sisi pendek terlebih dahulu dan sisi panjang terlebih dahulu: Secara umum, ketika keempat sisi ditekuk, lipat sisi pendek terlebih dahulu dan kemudian sisi panjang bermanfaat untuk pemrosesan benda kerja dan perakitan cetakan lentur.
2. Peripheral dulu dan kemudian tengah: Dalam keadaan normal, biasanya dimulai dari pinggiran benda kerja dan lipatan ke arah tengah benda kerja.
3. Sebagian dulu, baru keseluruhan: Jika ada beberapa struktur di dalam atau di luar benda kerja yang berbeda dengan struktur lentur lainnya, umumnya struktur ini dibengkokkan terlebih dahulu baru kemudian bagian lainnya.
4. Pertimbangkan situasi interferensi dan atur urutan pembengkokan secara wajar: urutan pembengkokan tidak statis, dan urutan pemrosesan harus disesuaikan dengan tepat sesuai dengan bentuk pembengkokan atau hambatan pada benda kerja.

Spesifikasi penggunaan sehari-hari dari cetakan mesin bending
1. Nyalakan daya mesin bending rem tekan, putar sakelar kunci, tekan pompa oli untuk memulai, pompa oli mesin bending mulai berputar, dan mesin belum mulai bekerja.
2. Penyesuaian stroke memerlukan uji coba saat cetakan mesin bending secara resmi dimulai. Ketika die atas mesin bending turun ke bawah, harus ada celah ketebalan pelat. Jika tidak, itu akan menyebabkan kerusakan pada cetakan dan mesin. Penyesuaian stroke juga memiliki penyesuaian cepat listrik dan penyesuaian halus manual.
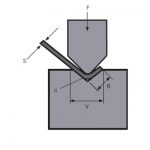
3. Untuk pemilihan takik cetakan mesin pembengkok, takik 8 kali lebar ketebalan pelat umumnya dipilih. Jika Anda menekuk lembaran 4mm, Anda harus memilih slot sekitar 32.

4. Periksa tumpang tindih dan kekencangan cetakan atas dan bawah dari mesin bending; periksa apakah perangkat pemosisian memenuhi persyaratan untuk diproses. Sering memeriksa tumpang tindih cetakan atas dan bawah; apakah instruksi pengukur tekanan memenuhi peraturan.
5. Ketika lembaran ditekuk, itu harus dipadatkan untuk mencegah lembaran terangkat dan melukai operator selama pembengkokan.
6. Catu daya harus terputus saat menyesuaikan lembaran logam mati, dan operasi harus dihentikan.
7. Saat mengganti bukaan cetakan bawah dari mesin pembengkok variabel, tidak ada bahan yang boleh menyentuh cetakan bawah.
8. Dilarang menggunakan cetakan mesin pembengkok untuk membengkokkan pelat besi yang terlalu tebal atau pelat baja yang diperkeras, baja paduan bermutu tinggi, baja persegi, dan lembaran yang melebihi kinerja mesin pembengkok lembaran logam untuk menghindari kerusakan pada alat mesin .
9. Matikan mesin pembengkok, dan letakkan balok kayu pada cetakan bawah di bawah silinder di kedua sisi untuk menurunkan pelat geser atas ke balok kayu. Keluar dari program sistem kontrol terlebih dahulu, lalu matikan catu daya.

Produk-produk terkait
 Aturan Operasi Aman dari Mesin Press Tenaga Hidrolik
Aturan Operasi Aman dari Mesin Press Tenaga Hidrolik- Cara Memilih Die yang Cocok dari Mesin Bending Rem Tekan
- Gunakan Keterampilan Mesin Bending CNC
- Solusi Efisien WILA untuk Membungkuk Pelat Sedang dan Tebal
- Cara Memilih Tonase Mesin Rem Tekan Hidrolik
- Kesalahan Umum dan Metode Pemecahan Masalah untuk Press Hidrolik Empat Kolom
- Perbaikan Kegagalan Umum Mesin Geser Hidraulik dan Pemeliharaan Sistem Sirkuit Oli
- Mengapa Menambahkan Sistem Kompensasi ke Mesin Bending Rem Tekan
- Apa itu Press Brake Crowning?
- Cara Menghitung Tunjangan Tikungan Untuk Rem Tekan Anda